La fundición local de EE. UU. ANAFoundry optimizó el proceso de fundición para Liqcreate Wax castable resina cuando se funde con bronce. Este artículo es un resumen del flujo de trabajo optimizado por ANAFoundry. Encuentre la versión extendida en este enlace.
 Imágenes del proceso de impresión 3D y colado de izquierda a derecha: 1) Modelo en Lychee Pro con soportes. 2) Modelo impreso con Liqcreate Wax Castable resina adherida al bebedero de cera. 3) Bronce fundido, templado y listo para limpieza. 4) Fundición de bronce preparada para el pulido final.
Imágenes del proceso de impresión 3D y colado de izquierda a derecha: 1) Modelo en Lychee Pro con soportes. 2) Modelo impreso con Liqcreate Wax Castable resina adherida al bebedero de cera. 3) Bronce fundido, templado y listo para limpieza. 4) Fundición de bronce preparada para el pulido final.
Validación de la imprimibilidad y las dimensiones del modelo de fundición.
El primer paso (opcional) es validar el diseño mediante la impresión en una resina básica o resina de colada. Pruebe si el diseño es fácil de imprimir, la orientación es correcta para capturar todos los detalles. Además, puede medir las dimensiones y escalar en consecuencia para evitar que las dimensiones estén mal en el modelo final. Después de probar, cambie a la impresión en Liqcreate Wax Castable resina.
 Imágenes del proceso de fundición e impresión 3D de izquierda a derecha: 1) Modelo de fundición en Lychee Pro con soportes. 2) Modelo impreso con Liqcreate Wax Castable resina adherida al bebedero de cera. 3) Bronce fundido, templado y listo para limpieza. 4) Fundición de bronce preparada para el pulido final.
Imágenes del proceso de fundición e impresión 3D de izquierda a derecha: 1) Modelo de fundición en Lychee Pro con soportes. 2) Modelo impreso con Liqcreate Wax Castable resina adherida al bebedero de cera. 3) Bronce fundido, templado y listo para limpieza. 4) Fundición de bronce preparada para el pulido final.
impresión 3D de Liqcreate Wax Castable resina
En este enlace una amplia gama de Configuración de impresión 3D para Liqcreate Wax Castable y otras resinas están disponibles. Si su impresora no está en la lista, envíenos un correo electrónico a info@liqcreate.com y te ayudaremos. Por lo general, podemos proporcionar configuraciones básicas para impresoras que no están en la lista. Para que funcione en unas pocas impresiones de prueba mientras lo apoyamos por correo electrónico durante la prueba. Además, para la mayoría de los modelos, se recomienda imprimir en ángulo y usar soportes medianos. Para proteger la resina y facilitar la impresión, se recomienda ahuecar las piezas densas. Dependiendo del tamaño de su diseño, un grosor de pared de 3 mm en la parte hueca es una buena guía y no olvide agregar orificios de drenaje lo más cerca posible de la plataforma. Sin orificios de drenaje, puede haber una acumulación de presión durante la impresión, lo que da como resultado líneas de capa gruesas y feas en la impresión.
Lavado y curado de impresos en 3D Wax Castable partes
Lavado y curado de la wax castable piezas antes de la fundición es esencial. Usando Liqcreate Resin Cleaner o API. A menudo recomendamos lavar en dos baños, uno con IPA/Resin Cleaner y el segundo con disolvente fresco. Comience con una limpieza ultrasónica de 2 minutos o con agitación (como Formlabs / Anycubic / Elegoo) unidad de lavado. Luego colóquelo en el segundo recipiente con IPA/Resin Cleaner durante 2 minutos. Deje que se seque en el banco durante 30 minutos o use aire comprimido para acelerar el proceso. Después de que el IPA se evapore o el Resin Cleaner se lava, verifique si toda la resina líquida se ha ido, también en lugares de difícil acceso. Si todavía hay resina presente, puede usar un cepillo suave con IPA / Resin cleaner cepillarlo y enjuagar por segunda vez con disolvente fresco. Este es un paso importante para asegurarse de que la parte impresa esté completamente libre de resina líquida. Después de que la impresión esté seca, cúrela durante 15 minutos en una unidad de poscurado UV.
 Imágenes del proceso de fundición e impresión 3D de izquierda a derecha: 1) Modelo de fundición en Lychee Pro con soportes. 2) Modelo impreso con Liqcreate Wax Castable resina adherida al bebedero de cera. 3) Bronce fundido, templado y listo para limpieza. 4) Fundición de bronce preparada para el pulido final.
Imágenes del proceso de fundición e impresión 3D de izquierda a derecha: 1) Modelo de fundición en Lychee Pro con soportes. 2) Modelo impreso con Liqcreate Wax Castable resina adherida al bebedero de cera. 3) Bronce fundido, templado y listo para limpieza. 4) Fundición de bronce preparada para el pulido final.
Preparando Liqcreate Wax Castable piezas de resina para fundición de bronce
El proceso de fundición copiará todos los detalles de la parte impresa en la parte de bronce. Esto incluye defectos superficiales potenciales, marcas de soporte y también líneas de capas o píxeles en la impresión 3D. wax castable parte. Para minimizar el trabajo posterior, se recomienda alisar la superficie impresa antes del colado. Dado que suavizar una pieza impresa en 3D es más fácil que suavizar una pieza de bronce. La impresión de resina se puede lijar en húmedo o trabajar con una herramienta Dremel para lograr el acabado deseado y eliminar cualquier marca no deseada. Bill de ANAFoundry a menudo prefiere dejar el acabado intacto con su sensación satinada. Los hoyuelos creados a partir de soportes deben evitarse tanto como sea posible.
Lo primero que se debe trabajar es determinar si la pieza de resina de cera se imprimió hueca o se imprimió sólida. Por lo general, Bill de ANAFoundry prefiere algo hueco para aliviar la presión una vez que el plástico comienza a hincharse y expandirse dentro del molde. La presión continúa aumentando antes de derretirse y quemarse. Si el modelo se imprimió hueco, será necesario rellenar los agujeros para evitar que el revestimiento entre en el modelo. Los orificios superiores se pueden rellenar con cera de colada general, mientras que el orificio inferior se puede rellenar colocando el bebedero de cera. Esto funciona rápido y fácil en el proceso y es ideal para aliviar cualquier acumulación de presión en el modelo.
Siempre siga las instrucciones para el material de revestimiento y pese el agua y el revestimiento utilizando una escala de gramos estándar y mezcle de acuerdo con las recomendaciones del fabricante. Debido a que el modelo puede ser hueco, la inversión solo se puede desgasificar una vez. Verter el revestimiento en la mufla requiere una velocidad lenta y deliberada. El revestimiento atrapará aire y creará burbujas si se vierte demasiado rápido. Los modelos huecos se separarán del bebedero si se desgasifican en esta etapa. Certus, el fabricante de Prestige Optima, recomienda que el matraz se asiente durante 90-120 minutos antes de quemarse. Según Bill, fundador de ANA Foundry
Yeso de revestimiento para fundición de bronce con Liqcreate Wax Castable
Bill, cofundador de ANAFoundry, consideró que Prestige Optima era perfecta para su rango de temperatura más alto y su fórmula especializada para la impresión de resina. La resina necesita temperaturas más altas y crea más presión dentro del molde en comparación con la cera. Prestige Optima fue diseñado para manejar la mayor presión y temperatura necesarias para la fundición de resina. Actualmente, ANAFoundry utiliza únicamente Prestige Optima para todas sus piezas de fundición de bronce con Liqcreate Wax Castable resina con buena tasa de éxito.
El proceso de quemado para la fundición. Liqcreate Cera Castanle resina con bronce
Bill, fundador de ANAFoundry, explica su proceso de casting: “El proceso de quemado comienza con vaporizar el bebedero de cera y sale del molde. Coloco el matraz en la vaporera durante un promedio de 25 min. El vapor eliminará toda la cera sin el humo y el olor asociados con el inicio de este proceso en el horno de quemado”.
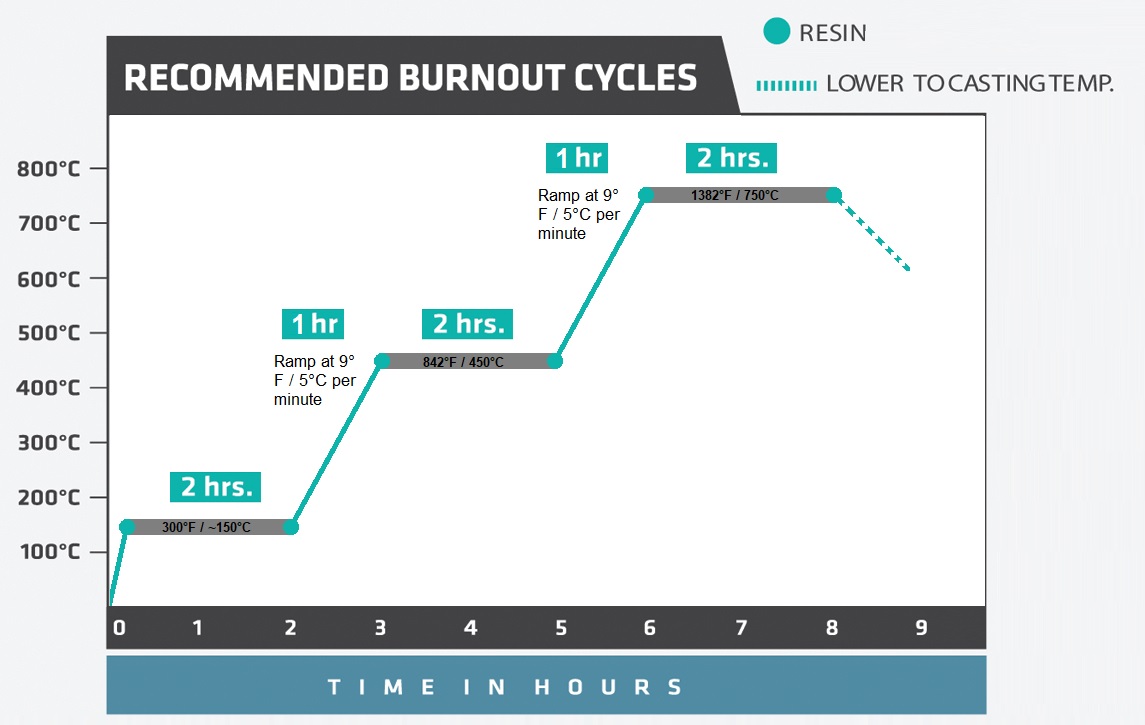
Como ANAFoundry utiliza un matraz más pequeño (2.25” x 6”), aceleran el proceso de quemado como se muestra en el gráfico anterior.
Fundición de bronce con Liqcreate Wax Castable resina
Una hora antes de que se complete el programa de quemado, ANAFoundry comienza a reunir las herramientas de fundición y el crisol necesario. pesar el metal que planea usar para la fundición y precalentar el horno con el crisol y el metal a unos 300 °F (~150 °C). Una vez que el horno está por encima de los 300 °F (~150 °C), cierran la parte superior y controlan el aumento de la temperatura. Cuando el metal se derrita y caiga para crear un charco, aumentarán la temperatura entre 100 °F y 150 °F (~50 °C) por encima del punto de fusión. Han estado usando este proceso durante años y es bastante confiable. Retiran el matraz del horno de quemado y lo colocan en la ventosa. El matraz se gira a la posición óptima para reducir la turbulencia creada al verter el metal fundido. El crisol se coloca con cuidado sobre el matraz y la copa de vertido. En este punto, se enciende la bomba de vacío y se anota la presión de vacío. La tasa y la velocidad del metal líquido que ingresa al matraz son constantes e ininterrumpidas. Esto reducirá cualquier turbulencia e inclusión de aire. El vacío solo se usa mientras se vierte. Una vez que la copa de vertido apenas comienza a llenarse de metal, se apaga el vacío. La pieza fundida debe asentarse hasta que el metal comience a solidificarse y luego pueda retirarse de la almohadilla. En este punto, el casting está completo. El enfriamiento de la fundición se realiza cuando el botón apenas se ve en un área con poca luz o entre 700 y 800 °F (370 y 430 °C).
Acabado de fundición de bronce con Liqcreate Wax Castable resina
El acabado del material fundido depende del tipo de usos del metal. Se pueden utilizar las mismas herramientas que se utilizan habitualmente para el tipo de modelo.
Bill en ANAFoundry explica su proceso:
1) Use una pistola de agua quitamanchas Double Arrow para eliminar cualquier revestimiento sobrante en la fundición de bronce (chorro de agua a alta presión).
2) Continúe con un chorro de soda para eliminar parte de la oxidación del proceso de fundición.
3) En el caso de una fundición de bronce, coloque la pieza de bronce en una solución de decapado para eliminar cualquier resto de oxidación.
4) En esta etapa, se colocarán en un vaso con uno de varios medios diferentes (a menos que sea demasiado delicado). A continuación, use un limpiador ultrasónico o use una rueda de alambre y una herramienta dremel para comenzar la limpieza de la fundición de bronce.
5) Última etapa son lijado con almohadillas abrasivas a partir de grano 180. hasta grano 1800 para conseguir un acabado perfecto.
Liqcreate quisiera agradecer a ANAFoundry por probar y optimizar el proceso de fundición de bronce con Liqcreate Wax Castable resina. No dude en comunicarse con nosotros si tiene alguna pregunta, comentario o necesita ayuda con el uso Liqcreate Wax Castable ¡resina!
Soporte
¿Necesitas ayuda con la impresión 3D de nuestras resinas SLA, DLP o LCD? ¡Te podemos ayudar! Solo busque la pregunta que tiene a continuación. Si no lo encuentras, ¡avísanos poniéndote en contacto con nosotros!
Configuración de la impresora →
Nosotros Liqcreate Wax Castable
Liqcreate Wax Castable es una resina a base de cera, perfecta para la fabricación de piezas de joyería, dentales e industriales mediante el método de fundición de inversión directa. Liqcreate Wax Castable es fácil de usar en impresoras 3D basadas en LCD abierto, MSLA y DLP en el rango de 385 a 420 nm. Las piezas impresas en 3D de este material capturan características complejas y muestran detalles nítidos. Este material a base de cera ofrece superficies lisas con un calcinado limpio para un proceso de fundición confiable. Cree elegantes geometrías orgánicas personalizadas según sus preferencias con una fundición excelente para grabados positivos y negativos.
Beneficios clave |
Compatibilidad con impresoras 3D |
| · Alta precisión | · Asiga Max y Pro 4K |
| · A base de cera | · PhrozenSerie 3D |
| · Quemado limpio y sin cenizas | · Elegoo & Anycubic serie |
| · Excelente fundición de grabados | · ¡Y muchos más! |


