Durante la impresión 3D de resina, los fotopolímeros líquidos se polimerizan y se vuelven sólidos. Si la contracción es grande, arruinará la precisión dimensional de su pieza final. Por lo tanto, desea limitar la cantidad de contracción tanto como sea posible. Esto se puede hacer tratando primero de eliminar la mayor parte de la contracción mediante una elección inteligente del material. Escribimos un artículo sobre eso. más temprano. Lo último que debe hacer es optimizar la configuración de contracción y compensación en la impresora 3D para compensar la última parte de contracción que queda. En este artículo explicamos un método de compensación de contracción súper rápido y preciso.
¿Por qué hay encogimiento en las resinas de impresión 3D?
La contracción de acrilatos y metacrilatos ocurre durante la polimerización y es causada por el reemplazo de conexiones de larga distancia a través de la fuerza de Van der Waals por enlaces covalentes fuertes y cortos entre los átomos de carbono de diferentes monounidades más. El reemplazo de estas conexiones de larga distancia por conexiones de corta distancia, multiplicado por millones de enlaces, es responsable de la contracción general del material cuando cambia de líquido a plástico sólido. Esta contracción puede causar serios problemas, incluida la acumulación de tensión interna, lo que da como resultado la formación de defectos o cambios dimensionales, que pueden ser responsables de la disminución de las propiedades mecánicas. Por lo tanto, es importante desarrollar y utilizar materiales con baja contracción y controlar adecuadamente la contracción restante.
¿Cómo compensar la contracción en la impresión 3D de resina?
Como se señaló anteriormente, lo primero que debe hacer es comenzar con una buena resina de baja contracción. Esto eliminará todo tipo de problemas más adelante. Lo último que debe hacer es compensar la contracción en la configuración del software de impresión 3D. Como se trata de una solución matemática promediada sobre la pieza completa, los valores pueden estar bastante fuera de lugar cuando se tiene una resina de alta contracción. Otro factor en esto es el tipo de impresora 3D que está utilizando. En las impresoras 3D de resina de modelo de entrada, no tiene muchas opciones de compensación. Muy a menudo, se necesita un simple porcentaje de contracción o incluso hacer manualmente la pieza un x% más grande. Para las máquinas más profesionales tienes dos opciones que te pueden ayudar. Es el ajuste de escala y el valor de compensación.
¿Qué hacen los valores de escala y compensación para compensar la contracción?
El valor de escala es más fácil de explicar. Esto hará que la parte sea un x% más grande. Entonces, en realidad imprime una parte un poco más grande y si se encoge durante la impresión, sus dimensiones serán precisas. Pero este factor por sí solo no cubre la compensación completa. Lo que verá es que las partes delgadas tienen un mayor porcentaje de contracción en comparación con las partes gruesas. Es decir, si compensa el porcentaje de contracción en las partes delgadas, se compensará demasiado en las partes gruesas y viceversa. Para agregar otro factor, el offset soluciona esto en las impresoras profesionales. Esta configuración agregará o eliminará una cantidad determinada de micrones del modelo expuesto, independientemente de la sección transversal del modelo. Para combinar ambos parámetros, puede compensar a un nivel muy detallado. Veamos cómo funciona en la práctica en el siguiente párrafo.
Compensación de la contracción de la resina en la práctica.
Antes de sumergirse en la compensación de encogimiento, asegúrese de que el tiempo de exposición y todos los demás ajustes de impresión sean fijos. La razón de esto, si en realidad está sobreexponiendo o subexponiendo sus partes, está compensando un problema completamente diferente y nunca obtendrá resultados satisfactorios. Entonces, primero marque el tiempo de exposición antes de compensar en la escala.
Como se dijo antes, la contracción es diferente para diferentes espesores. Entonces lo que hacemos es imprimir una serie de bloques. En esta serie de pruebas estándar, imprimimos un bloque de 1 mm, 2 mm, 8 mm, 10 mm, 15 mm, 18 mm, 20 mm y 24 mm. Después de la impresión, estos bloques se lavan y se curan correctamente antes de medirlos con un micrómetro de precisión. En esta prueba optimizamos Strong-X resina en una impresora 405D MSLA profesional de 3 nm. Si medimos cada bloque sin compensación, estos son los valores:
| Objetivo (mm) | 1 | 2 | 8 | 10 | 15 | 18 | 20 | 24 |
| Medida media (mm) | 0,873 | 1,882 | 7,815 | 9,788 | 14,743 | 17,749 | 19,730 | 23,63 |
| Desviación del promedio (mm) | -0,127 | -0,117 | -0,185 | -0,212 | -0,257 | -0,251 | -0,269 | -0,369 |
Para configurarlo en un gráfico con una línea de tendencia lineal y una ecuación lineal, obtendrá esto.
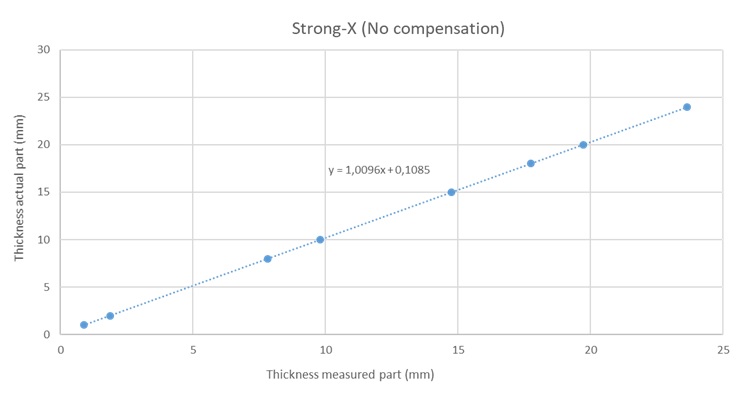
La idea es acercarse a una línea lineal perfecta con la ecuación y = x, lo que significa que el valor de entrada del espesor es exactamente el valor de salida (medido) en cualquier espesor. En la práctica, nunca se puede llegar a esto (más adelante se explicará por qué) y el objetivo es acercarse lo más posible a esto. Entonces, el primer paso para resolver la ecuación anterior es agregar un desplazamiento de 0,1085 mm y agregar un factor de contracción de 0,96%. Después de configurar esto en el software, medimos de nuevo.
| Objetivo (mm) | 1 | 2 | 8 | 10 | 15 | 18 | 20 | 24 |
| Medida media (mm) | 1,099 | 2,096 | 8,073 | 10,096 | 15,112 | 18,108 | 20,156 | 24,142 |
| Desviación del promedio (mm) | 0,099 | 0,096 | 0,073 | 0,096 | 0,111 | 0,108 | 0,156 | 0,142 |
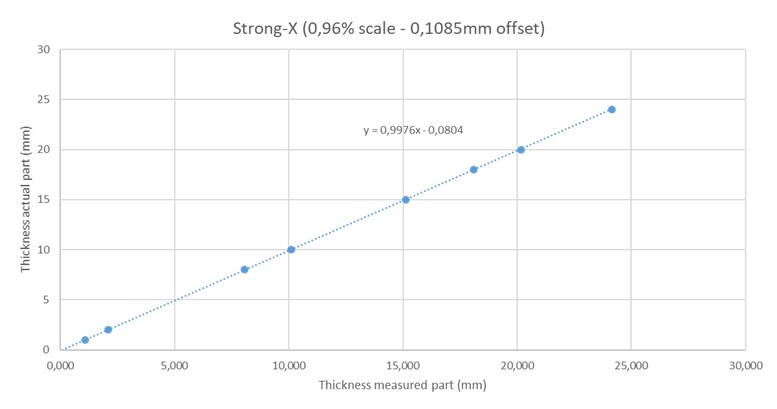
Si observa los resultados, superamos significativamente nuestros factores de compensación. De piezas demasiado pequeñas, ahora las piezas están sobredimensionadas. Lo bueno de ver es que la desviación sobre la ventana de medición completa (1 – 24 mm) es bastante igual. Tanto el factor de escala como el desplazamiento se reducirán ligeramente a una escala del 0,8 % y un desplazamiento de 0,09 mm. Las piezas se imprimirán, lavarán, poscurarán y medirán nuevamente.
| Objetivo (mm) | 1 | 2 | 8 | 10 | 15 | 18 | 20 | 24 |
| Medida media (mm) | 1,068 | 2,068 | 8,022 | 10,039 | 15,050 | 18,071 | 20,110 | 24,095 |
| Desviación del promedio (mm) | 0,068 | 0,068 | 0,022 | 0,039 | 0,050 | 0,071 | 0,110 | 0,095 |
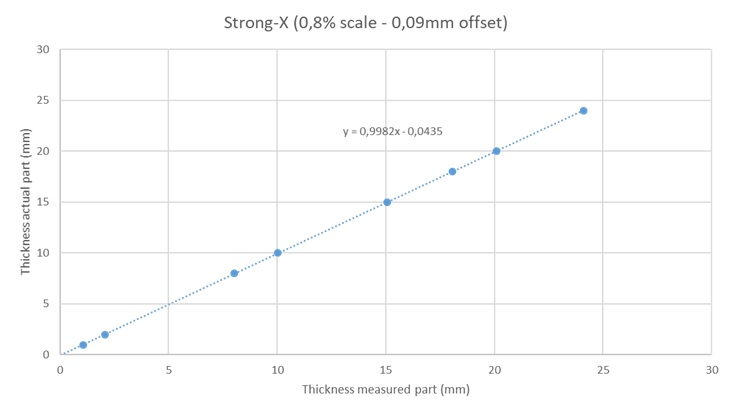
Mirando hacia atrás en los resultados, nos estamos acercando a un nivel de compensación aceptable. Aún así, los valores medidos son ligeramente demasiado altos. Se establecerá una nueva prueba con una escala del 0,6 % y un desplazamiento de 0,06 mm. Estos valores ya no se calculan, sino que se estiman a partir de las mediciones anteriores. Se puede ver que las piezas son un poco demasiado grandes y tanto el factor de escala como el offset se pueden bajar ligeramente. Las piezas se imprimirán, lavarán, poscurarán y medirán nuevamente.
| Objetivo (mm) | 1 | 2 | 8 | 10 | 15 | 18 | 20 | 24 |
| Medida media (mm) | 1,001 | 2,005 | 7,951 | 9,969 | 14,932 | 17,971 | 19,972 | 23,980 |
| Desviación del promedio (mm) | 0,001 | 0,005 | -0,049 | -0,031 | -0,068 | -0,029 | -0,028 | -0,020 |
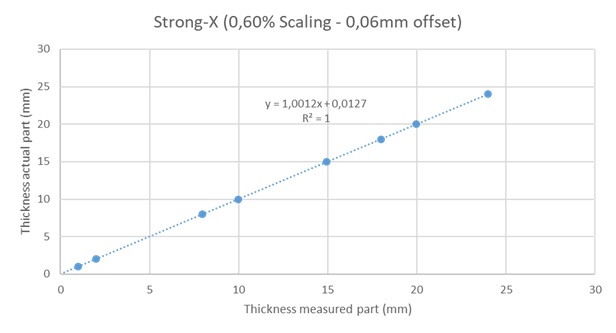
En cuanto a los últimos resultados, los valores medidos son bastante buenos. En el rango de 1 mm a 24 mm, la desviación del archivo STL real es mínima. Puede optimizar aún más esto si lo desea, pero en la práctica es un poco inútil. Cada impresora tiene un tamaño de píxel específico (esta probada tiene un tamaño de píxel de 0,05 mm). Por lo tanto, optimizar por debajo de la desviación de precisión de 0,05 mm del archivo STL no tiene sentido. La razón es que tal vez pueda obtener un mejor valor que el que acabamos de obtener, pero eso será totalmente diferente de las diferentes orientaciones y lugares en la plataforma. Luego, los factores entran en juego si una pieza se coloca para x% en un píxel y si la impresora calcula exponer este píxel o no. Por lo tanto, le recomendamos que optimice hasta que alcance un valor inferior a 0,05 mm de desviación del archivo real en la mayoría de los puntos de medición en su rango de medición.
Pide aquí tu resina de baja contracción
Equipo Liqcreate le deseo feliz impresión. Si tiene alguna pregunta o comentario, no dude en contactarnos en info@liqcreate.com cualquier momento.
Soporte
¿Necesitas ayuda con la impresión 3D de nuestras resinas SLA, DLP o LCD? ¡Te podemos ayudar! Solo busque la pregunta que tiene a continuación. Si no lo encuentras, ¡avísanos poniéndote en contacto con nosotros!


