
Universidad usó molde impreso en 3D para moldeo por inyección
Los investigadores de la Universidad Técnica de Freiberg y HolyPoly probaron moldes de resina impresos en 3D para el moldeo por inyección de polímeros termoplásticos reciclados.
Con sede en Alemania, la Universidad técnica de Freiberg colabora con socios en el campo de la impresión 3D. La TU Freiberg tiene experiencia en casi todas las tecnologías de impresión 3D. Con; Impresoras 3D FFF, FDM, SLS, SLM y DLP disponibles en la Universidad. Uno de los estudios se realiza en colaboración con la firma de diseño y consultoría SantoPoly GmbH. Los investigadores de la Universidad de Freiberg exploraron la posibilidad de moldes impresos en 3D con Liqcreate resinas y tres materiales de la competencia resistentes a altas temperaturas.

En este caso de uso específico, HolyPoly está desarrollando una hebilla de mochila hecha de PP reciclado. El moldeo por inyección siempre requiere un molde. El molde puede ser una gran inversión si el prototipo o los productos desarrollados no se encuentran en su etapa final de diseño. La impresión 3D de los moldes con resinas termorresistentes puede ayudar en la creación temprana de prototipos de productos y en el moldeo por inyección de tiradas cortas o limitadas. Un estudio de Tillmann Böhme de la Universidad de Freiberg y HolyPoly investigó el uso de moldes impresos en 3D. Liqcreate Strong-X, y se seleccionaron tres resinas de la competencia y se evaluó su desempeño como molde
En este estudio se evaluaron los siguientes puntos.
- - Diseño de molde
- – Vida útil de los moldes impresos en 3D y mecanismos de falla
- – Resistencia mecánica de las piezas
- – Muestras de color de las partes jaspeadas
Las piezas se procesaron posteriormente enjuagándolas brevemente en alcohol isopropílico, seguidas de un secado en banco y un curado posterior a 65 °C durante 120 minutos. La tensión residual y la deformación se midieron en una parte. Los ensayos de moldeo por inyección se ejecutaron en un molde impreso por separado.
La tensión residual y la deformación se probaron de acuerdo con VDI 3405. Se colocó una muestra de prueba de 65 x 15 x 5 mm en la placa de construcción en un ángulo de 10 °C. Después del procesamiento posterior y el curado, se midió la deformación.

Figura 1: Posicionamiento de las muestras de prueba para tensión residual y deformación en la placa de construcción.
Después del procesamiento posterior, la deformación se midió en milímetros. La diferencia desde el centro hasta los bordes se tomó como medida para la deformación. Con deformación cero, la diferencia debe ser de cero milímetros. El objetivo es conseguir la menor tensión residual, ya que esta puede provocar fallos en el proceso de moldeo por fisuras en el molde.
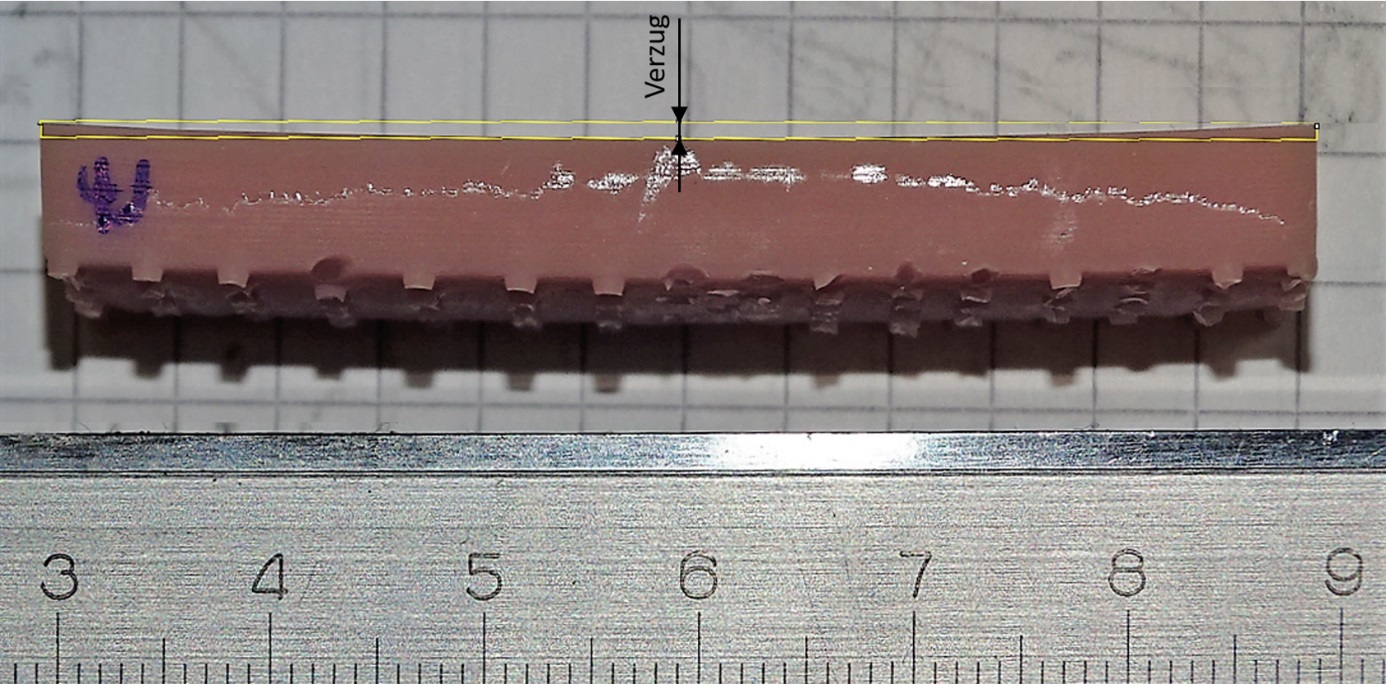
Figura 2: Imagen de la deformación extrema en la resina de la competencia.
Según los investigadores de Freiberg: "Strong-X mostró la menor deformación de una muestra de prueba de acuerdo con VDI 3405”.
Después de la prueba de tensión residual y deformación, se imprimió un molde y se procesó posteriormente para la serie de pruebas de moldeo por inyección. Post-curado decente y un longer Se recomendaron ciclos de enfriamiento entre inyecciones desde Liqcreate. Esto fue encontrado en una anterior estudio . El moldeo por inyección se realizó en una máquina de moldeo por inyección de pistón de sobremesa. Se utilizaron los siguientes ajustes/materiales para el moldeo por inyección.
- – material utilizado polipropileno reciclado
- – temperatura de inyección – 200 °C
- – Ciclo de enfriamiento – 3 a 4 min (inyección a 60 °C temperatura superficial de los insertos)
- – número de disparos en esta prueba; > 15. (el moho todavía era bueno para un uso posterior)
Una foto del molde después del 15.th Se tomó una foto y se midieron las dimensiones del molde. La longitud del borde del inserto estaba en la misma posición de 85 mm. Esto fue idéntico desde el comienzo del juicio.
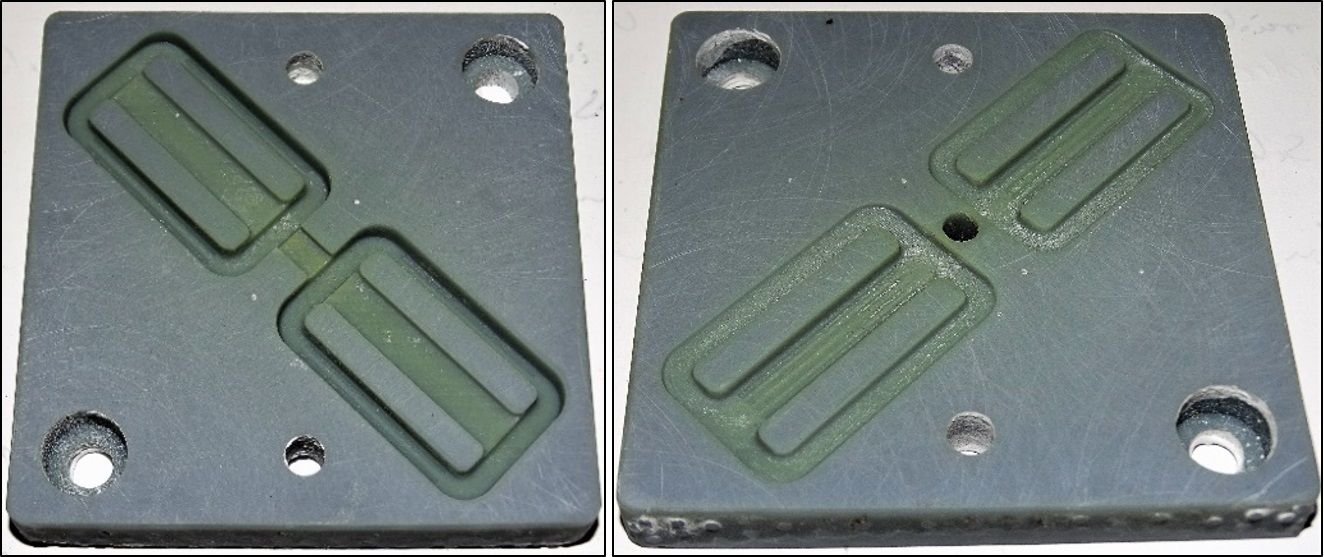
Figura 3: Molde impreso en 3D en Strong-X resina después de 15 disparos de PP reciclado a una temperatura de inyección de 200°C. El molde fue diseñado por HolyPoly para pruebas de prototipos funcionales y muestras de color.
Figura 4:15th Pieza de PP reciclado a partir de un molde impreso en 3D.
Los investigadores están investigando actualmente el uso prolongado del molde y las mejores condiciones de procesamiento. Anterior estudios by Liqcreate y socios dieron como resultado el uso de más de 300 piezas exitosas. Los investigadores concluyeron que.
- – Liqcreate Strong-X funciona bien como molde impreso en 3D, mejor que las resinas comparables de la competencia.
- – La contracción del molde durante el proceso de impresión 3D tiene un efecto negativo en la vida útil debido al desarrollo de grietas. Por lo tanto, se necesita una resina de baja contracción para los moldes de moldeo por inyección impresos en 3D.
- – Para comparar la contracción de diferentes resinas, se eligió con éxito la muestra para tensiones residuales y alabeo. Strong-X mostró la menor deformación de una muestra de prueba de acuerdo con VDI 3405.
- – El mecanismo de falla de los moldes de resina impresos en 3D se debió a la descamación, que se puede evitar aumentando el tiempo de poscurado.
- – Como resultado, fue posible fabricar 30 piezas en 15 ciclos sin ningún fallo del molde. El uso extendido es posible, pero no probado.
Sobre Liqcreate Strong-X
Liqcreate Strong-X es uno de los materiales más fuertes disponibles en el mercado. Su resistencia a la flexión de 135 MPa es comparable a las resinas de éster de cianato de curado dual líderes en la industria. Liqcreate Strong-X es fácil de usar en todas las impresoras 3D SLA y DLP de código abierto en el rango de 385 a 405 nm y solo requiere poscurado UV. Este material tiene excelentes características como alta resistencia, alta rigidez y resistencia a altas temperaturas, lo que lo hace ideal para aplicaciones de moldeo por inyección y trabajo pesado.
Beneficios clave |
Compatibilidad con impresoras 3D |
| · Alta resistencia | · Serie Epax3D |
| · Resistencia a altas temperaturas | · Formlabs Form2 |
| · Poco olor | · Asiga & Anycubic serie |
| · Baja contracción | · ¡Y muchos más! |
