Liqcreate Strong-X ist eines der stärksten auf dem Markt erhältlichen Photopolymerharze. Seine Biegefestigkeit von 135 MPa ist vergleichbar mit den branchenführenden dualhärtenden Cyanatesterharzen. Liqcreate Strong-X ist einfach auf offenen SLA-, MSLA- und DLP-3D-Druckern im Bereich von 385 – 405 nm zu verwenden und erfordert lediglich eine UV-Nachhärtung. Dieses Material verfügt über hervorragende Eigenschaften wie hohe Festigkeit, hohe Steifigkeit und hohe Temperaturbeständigkeit, was es ideal für Spritzguss und Hochleistungsanwendungen macht. In diesem Artikel finden Sie Tipps und Tricks zum Arbeiten Liqcreate Strong-X 3D-Druckharz. Wenn Sie Fragen haben, erreichen Sie uns unter info@liqcreate.com und unser technisches Team wird Ihnen behilflich sein.

Folgende Themen werden in diesem Artikel behandelt:
- Vor Gebrauch schütteln.
- 3D-Druckparameter.
- Support-Einstellungen.
- Reinigen, Waschen und Nachhärten Ihres Teils.
- Verfärbung von Teilen nach Aushärtung oder längerer UV-Alterung
- Wie wird das Harz gereinigt/gefiltert?
- Muster im Harz während/nach dem Drucken.
- Minimale Wandstärke.
- Teileorientierung und Überhang.
- Oberflächenbeschaffenheit des Teils oder klebrige Oberfläche.
- Schwundkompensation.
- Harztemperatur.
- Beheben von Druckfehlern.
- Lagerbedingungen.
- Zusätzliche Information.
Unterstützung
Benötigen Sie Hilfe beim 3D-Druck unserer SLA-, DLP- oder LCD-Harze? Wir können dir helfen! Suchen Sie einfach nach der Frage, die Sie unten haben. Wenn Sie es nicht finden können, lassen Sie es uns wissen, indem Sie uns kontaktieren!
Technisch →
1) Vor Gebrauch schütteln.
Für die meisten Harze wird empfohlen, einige Minuten zu schütteln, besonders danach longer Lagerung, um vor dem Drucken eine homogene Mischung zu erhalten. Gleiches gilt für Liqcreate Strong-X. Schütteln Sie es einige Minuten lang und lassen Sie das Harz einige Minuten ruhen, bevor Sie es verwenden. Während des Schüttelns wird das Harz homogenisiert, aber es werden einige Luftblasen vorhanden sein. Wenn Sie direkt nach dem Schütteln einen Druckauftrag starten, können in den ersten Schichten des Teils Luftblasen vorhanden sein.
2) 3D-Druckparameter.
Liqcreate Strong-X 3D-Druckharz ist für offene Kompatibilität mit 405-nm- und 385-nm-DLP-, MSLA-, LCD- und laserbasierten Harz-3D-Druckern ausgelegt. Wichtig ist, dass der 3D-Drucker für 3 offen istrd Partei Harze und Parameter können geändert werden. Viele Parameter sind hier bereits vorbereitet und aufgelistet. Klicken Sie auf Ihren tatsächlichen Drucker, um zu sehen, ob Liqcreate Strong-X Parameter stehen zur Verfügung. Wenn dies nicht der Fall ist, senden Sie eine E-Mail an unser technisches Team unter info@liqcreate.com und sie werden versuchen zu helfen.
3) Support-Einstellungen.
Die Unterstützungseinstellungen hängen von der Art des Harzes in Kombination mit dem Druckertyp, dem Freigabemechanismus, dem Material am Boden des Harztanks und auch den sekundären Einstellungen wie der Druckgeschwindigkeit ab. Angesichts des extremen Wachstums der verfügbaren Harz-3D-Drucker in den letzten Jahren ist es unmöglich, validierte Support-Einstellungen für jeden Drucker anzugeben. In diesem Abschnitt finden Sie Einstellungen für einige generische Drucker, Design und Druckgeschwindigkeit. Wir haben ein Standarddesign mit verschiedenen Einstellungen getestet. Wenn Ihr Teil voluminöser ist / einen größeren Querschnitt für jede Schicht aufweist, muss möglicherweise die Dicke der Stützspitze oder des Schnittpunkts erhöht werden.
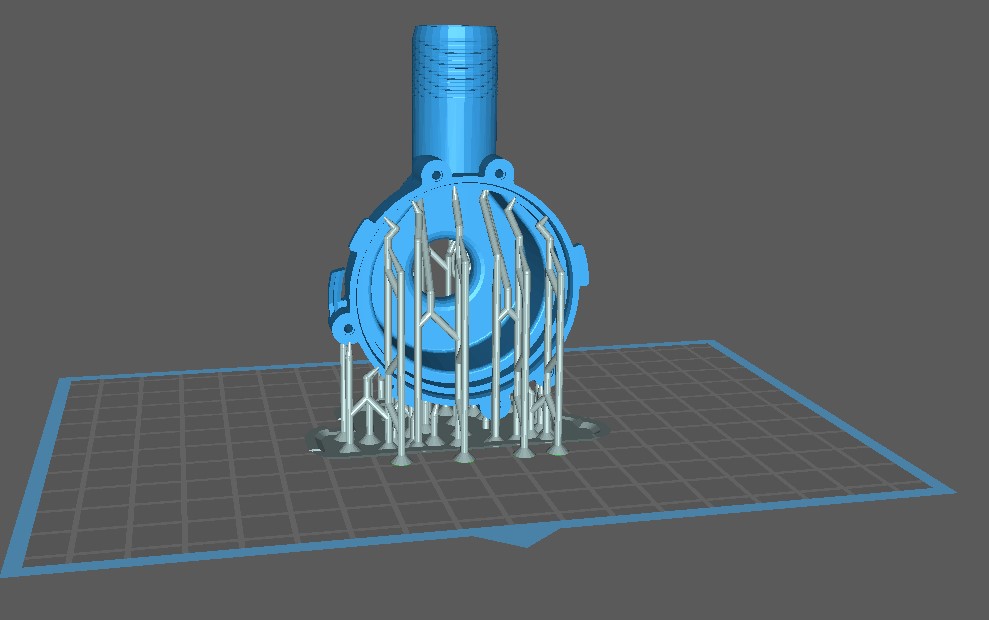
Bild: Testteile zur Optimierung der Stützeinstellungen.
Support-Einstellungen auf der Anycubic Photon M3 wurden für diesen Teil erfolgreich validiert und sind unten zu finden. In Kapitel 7 erklären wir, wie man große Bodenflächen ausrichtet und minimiert. Wir haben ein Standarddesign mit verschiedenen Einstellungen getestet. Wenn Ihr Teil voluminöser ist / einen größeren Querschnitt für jede Schicht aufweist, muss möglicherweise die Dicke der Stützspitze oder des Schnittpunkts erhöht werden.
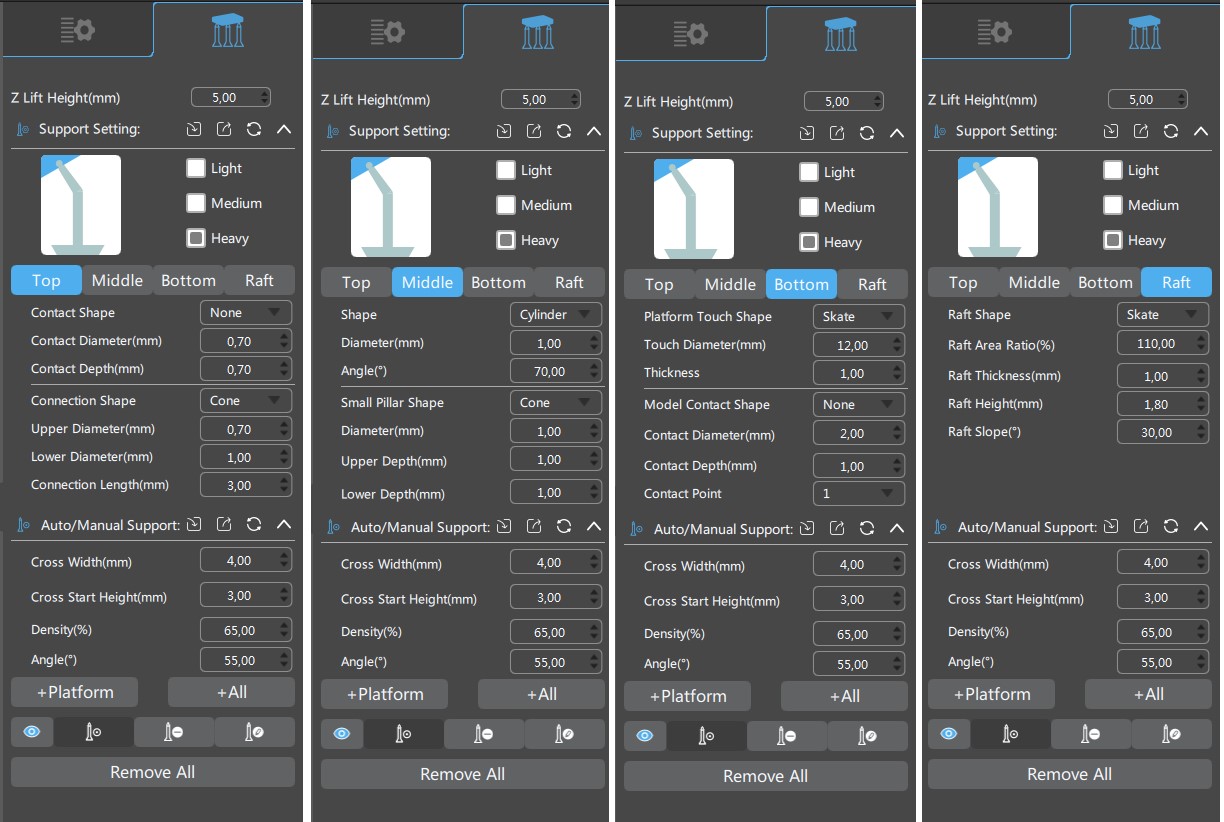
Bild: Support-Einstellungen von Strong-X mit unseren generischen Testteilen, getestet am Anycubic Photon M3-Harz-3D-Drucker.
4) Reinigen, Waschen und Nachhärten Ihres Teils.
Waschen ist ähnlich wie andere Liqcreate Harze. entweder in IPA, Ethanol oder waschen Liqcreate resin cleaner. For resin cleaner die Reinigungsanweisungen auf dieser Webseite können verwendet werden. Für IPA und Ethanol können sie in einem Ultraschallreiniger oder Reiniger mit Rührwerk (wie die neuen Low Costs) verwendet werden Anycubic / Elegoo Waschanlage). Vorzugsweise 2 Mal 2 Minuten waschen und das zweite Mal in frischem IPA/Ethanol. Wenn kleine Hohlräume vorhanden sind, die mit dieser Methode nicht gereinigt werden können, reinigen Sie diese mit einer weichen Bürste und waschen Sie sie erneut 1 Minute lang in frischem Lösungsmittel. Anschließend das Teil trocknen lassen. Überprüfen Sie vor dem Nachhärten, ob das Teil trocken und völlig frei von Lösungsmitteln ist (keine glänzenden Harzflecken auf der Oberfläche). Andernfalls erneut 1 Minute lang in frischem Lösungsmittel waschen. Nicht waschen longer als nötig, da Teile sich verformen können, wenn sie IPA/Ethanol für >60 Minuten ausgesetzt werden, wenn sie nicht vollständig ausgehärtet sind. Seien Sie auch vorsichtig, wenn Ihre Teile dünn sind (<2 mm) und das IPA im Ultraschallreiniger warm ist (>30 °C), Teile können sich verziehen. Wenn Sie dies bemerken, machen Sie die Teile entweder dicker oder warten Sie, bis die Temperatur des IPA unter 30 °C liegt.
Wenn kleine Löcher und enge Ecken schwer zu reinigen sind, empfiehlt es sich, diese Bereiche mit einer weichen Bürste zu reinigen. Nach dem Bürsten mit frischem IPA/Ethanol abspülen, um alle Harzreste zu entfernen.
Aussichten für Strong-Xwerden zwei unterschiedliche Aushärtungsmethoden empfohlen. In einem beheizten Härtungsgerät 30 Minuten bei 60 °C aushärten, um optimale Eigenschaften für Nicht-Hochtemperaturanwendungen zu erzielen. Für Anwendungen, die eine etwas höhere Temperaturbeständigkeit erfordern, erhöhen Sie den Aushärtezyklus auf 120 Minuten bei 60 °C (Teile können leicht vergilben). Erweiterte Nachhärtungsinformationen und Einstellungen für verschiedene Härtungseinheiten finden Sie in diesen Link.
5) Verfärbung von Teilen nach Aushärtung oder längerer UV-Alterung
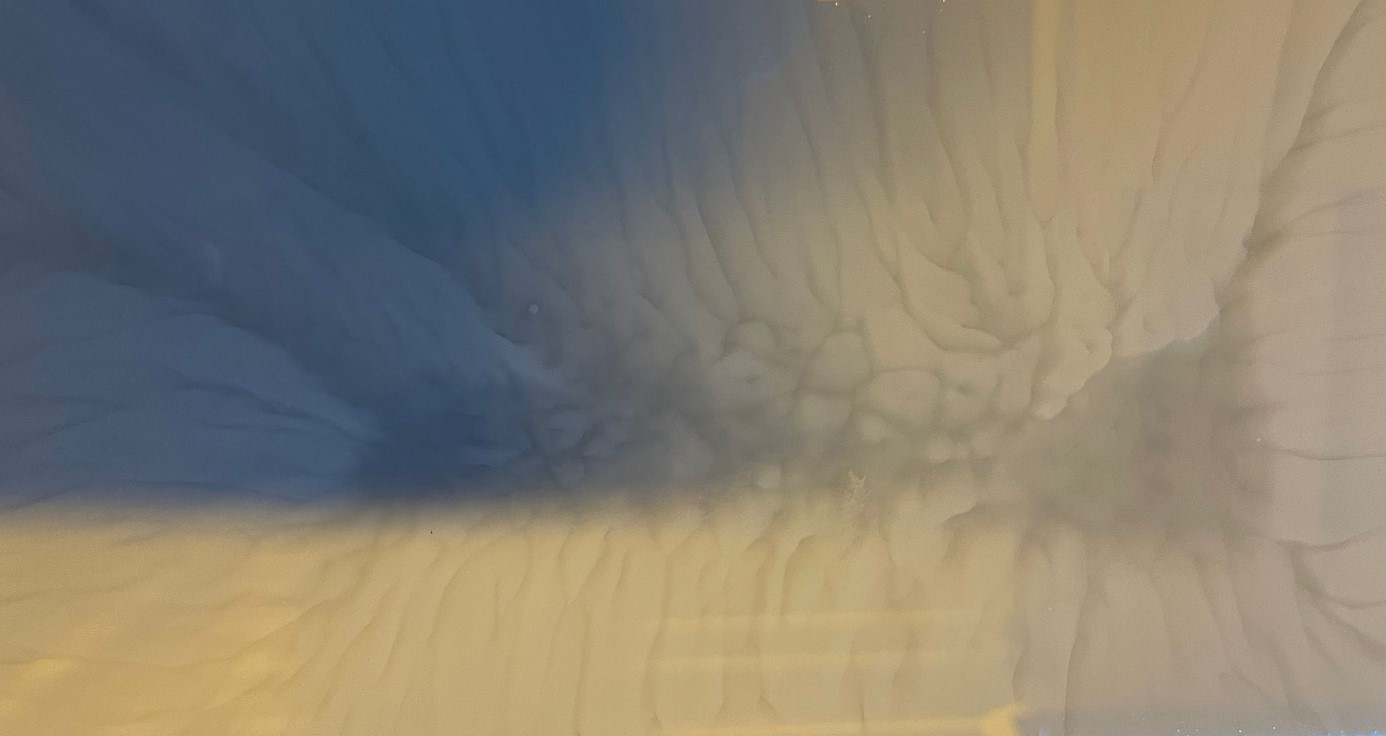
Wenn Teile mit gedruckt werden Strong-X Sind sie UV- und Temperatureinwirkung ausgesetzt, können sie sich leicht verfärben. Die Bilder unten zeigen, welche Farbe zu erwarten ist.

Bild: Gedruckt Strong-X Teile, frisch (links), nach 30 Minuten UV-Härtung bei 60°C (Mitte) und nach 120 Minuten UV-Härtung bei 60°C (rechts).
6) Wie wird das Harz gereinigt / gefiltert?
Wenn ein Teil während des Druckens ausfällt, ist es immer ratsam, Ihren Harztank zu reinigen. Dies geschieht normalerweise durch Filtern des Harzes, um sicherzustellen, dass alle starren Kunststoffteile verschwunden sind. Wenn ausgehärtete Harzteile vorhanden sind, wenn Sie einen neuen Druck starten, können diese Ihre FEP-Folie oder sogar Ihren LCD-Bildschirm beschädigen. Ein Standard-Harzfilter reicht zum Filtern aus Strong-X Harz.
7) Muster im Harz während/nach dem Drucken.
Liqcreate Strong-X Harz wird stabilisiert. Allerdings kann es nach einem längeren Druckauftrag oder in sehr warmen Gegenden zu einer gewissen Entmischung der Pigmente im Harz kommen. Dieser Effekt ist stärker als a longer längere Zeit oder wenn die Temperatur höher ist. Bei einigen LCD-basierten Druckern erzeugt der Drucker selbst beim Drucken viel Temperatur, was diesen Effekt beschleunigt. Das Bild unten zeigt, wie das aussehen kann.
Da das Harz stabilisiert ist, sollte dies keine Auswirkungen auf Ihr gedrucktes Teil haben. Es wird empfohlen, das Harz mit einem Kunststoffspatel zu mischen, bevor ein neuer Druck ausgeführt wird. Versuchen Sie alternativ, das Harz nach Möglichkeit bei oder unter 25 °C zu halten. Eine externe Erwärmung ist nicht erforderlich und kann zu einer unerwünschten Beschleunigung der Entmischung führen.
8) Mindestwandstärke.
Die empfohlene durchschnittliche Mindestwandstärke für Liqcreate Strong-X ist 2mm. Es ist möglich, feinere Details in lokalen Bereichen zu drucken. Es können auch größere, dünne Wände gedruckt werden, für einen erfolgreichen Druck sind jedoch zusätzliche Stützstrukturen erforderlich.
9) Teileorientierung und Überhang.
Es wird davon abgeraten, große und relativ flache Teile auf Stützen zu drucken. Drucken Sie nach Möglichkeit immer schräg, um große Bodenflächen zu vermeiden, da die Qualität beim Drucken in einem Winkel viel besser ist. In diesem Test haben wir ein Teil aus gedruckt Thingiverse und auch eine Modifikation daran vorgenommen, um zu sehen, in welchem Winkel die Teile gedruckt werden können. Die Thingiverse-Feile war ziemlich solide, während unsere eigene Modifikation eine Wandstärke von 2.0 mm hatte.
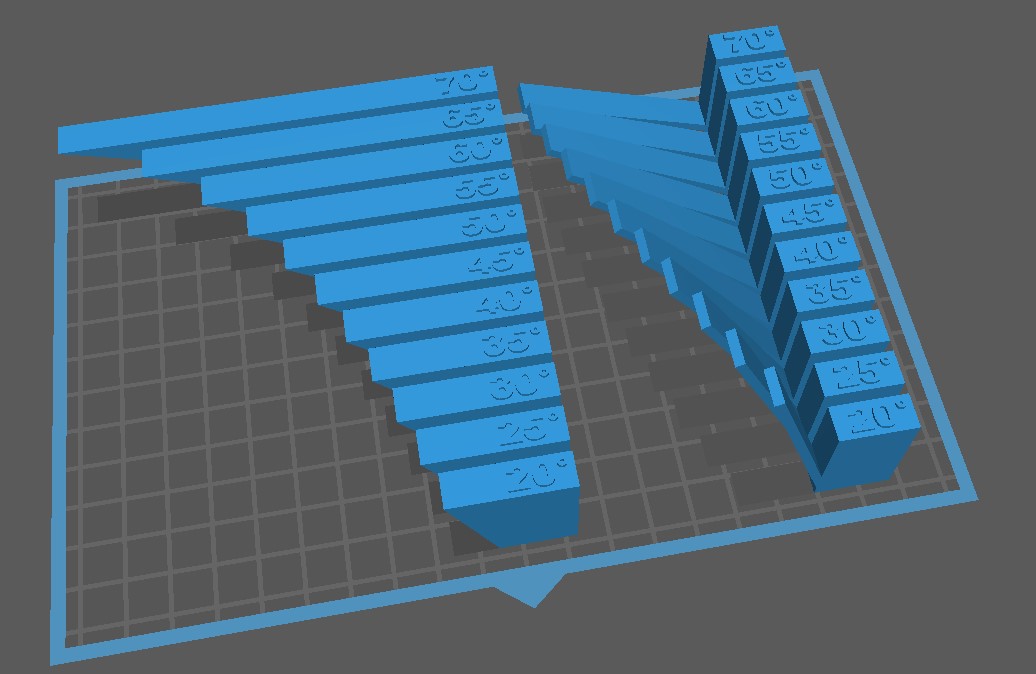
Bild: Testen des Druckwinkels mit dem Thingiverse (Thing 40382) Datei und eine kleine Modifikation davon mit dünneren Wänden (2.0 mm).
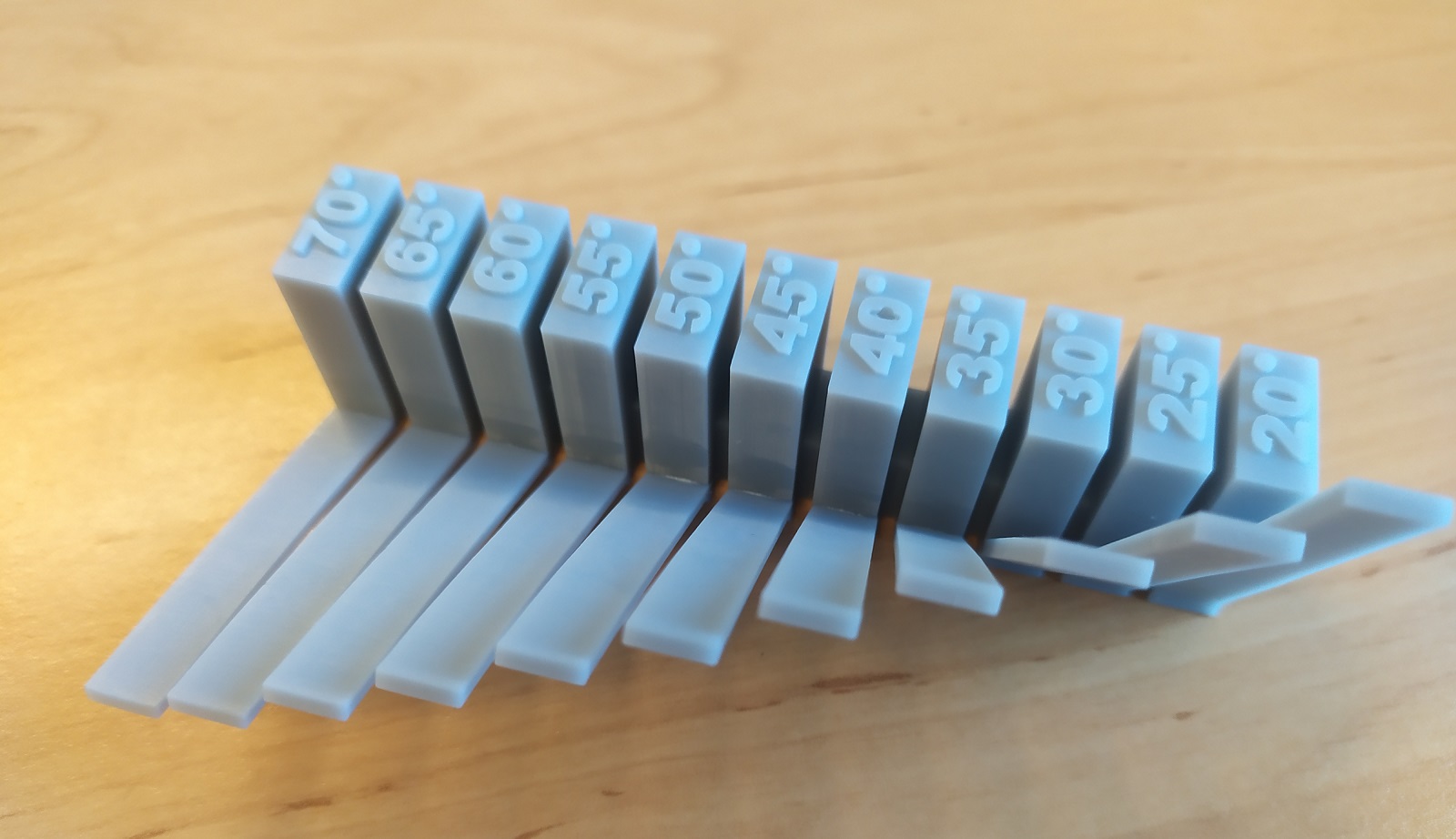 Bild: Test zum Drucken in verschiedenen Winkeln ohne Stützen mit Liqcreate Strong-X Harz.
Bild: Test zum Drucken in verschiedenen Winkeln ohne Stützen mit Liqcreate Strong-X Harz.
Es ist möglich, 2 mm dicke Wände einzudrucken Strong-X in einem Winkel von 70 Grad. Allerdings ist die Bodenfläche besser, wenn Teile mit einem Winkel über 45 Grad getragen werden.
10) Oberflächenbeschaffenheit des Teils oder klebrige Oberfläche.
Gedruckte Teile von Liqcreate Strong-X sind beim Drucken undurchsichtig und glänzend. Nach dem Waschen und Trocknen entsteht eine matte/stumpfe Oberfläche wie im Bild unten. Teile können poliert oder beschichtet werden, um eine glänzende Oberfläche zu erhalten.
![]()
11) Schrumpfkompensation.
Getestet auf der Elegoo Mars 3, die Schrumpfungskompensation in Chitubox, um eine bessere Genauigkeit zu erzielen, finden Sie im Bild unten. Wenn Sie supergenaue Teile benötigen, lohnt es sich zu lesen Dieser Artikel. Wie dieser Artikel erklärt, kann die Genauigkeit für dicke und dünne Teile abweichen.
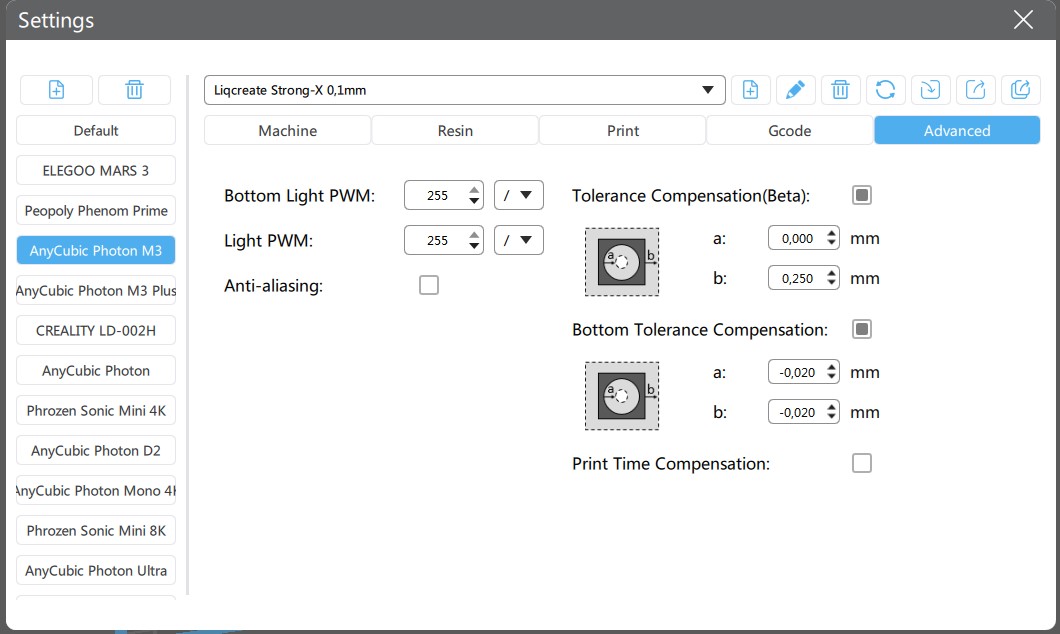
Bild: Schrumpfung / Toleranzausgleich für Strong-X in Chitubox getestet auf der Anycubic Photon M3.
Mit diesen Einstellungen wurden drei Testblöcke von 40,00 – 30,00 und 20,00 mm gedruckt und optimiert. Wir haben festgestellt, dass die besten Ergebnisse ohne jegliche Kompensation erzielt wurden, da das Harz in diesem Bereich eine geringe Schrumpfung aufweist. Die gemessenen Werte dieser Blöcke betrugen 39,97 mm, 30,07 mm und 20,09 mm. Aufgrund der begrenzten Kompensationsmöglichkeiten, die Chitubox bietet, funktionieren diese gut im Bereich von 30–40 mm Dicke. Wie Sie sehen, sind die dünneren Teile zu dick und in Chitubox ist es schwierig, sowohl dicke als auch dünne Teile auszugleichen.
12) Harztemperatur.
Es wird empfohlen, mit zu drucken Liqcreate Strong-X Harz bei 20°C / 68°F und maxim Minimum bei 25°C / 77°F. Das Drucken bei niedrigerer Temperatur führt zu zufälligen Materialfehlern. Übermäßiges Erhitzen kann zu einer schnelleren Entmischung des Harzes führen und wird nicht empfohlen.
13) Beheben von Druckfehlern mit Liqcreate Strong-X Harz.
Es gibt viele allgemeine Probleme beim Harz-3D-Druck. In diesem Artikel finden Sie 10 häufige Fehler beim Harz-3D-Druck und wie man sie löst. Wenn Sie Unterstützung benötigen, senden Sie eine E-Mail an info@liqcreate.com und unser technisches Team wird versuchen, Ihnen zu helfen.
14) Lagerbedingungen.
Lagern Sie das Produkt in seiner Originalflasche, Stopfen und Kappe bei mindestens 5°C / 41°F und maxmaximal 30°C / 86°F. Vermeiden Sie Wärmequellen, Strahlung, statische Elektrizität, Sonnenlicht und den Kontakt mit Lebensmitteln.
15) Zusätzliche Informationen.
Mechanische Eigenschaften von Strong-X / Tough-X Mischungen
Thermische Alterung von Strong-X Harz
Chemische Verträglichkeit von Strong-X Harz
Bei Fragen zur Arbeit mit Liqcreate Strong-X Harz, senden Sie uns eine E-Mail an info@liqcreate.com.
Über uns Liqcreate Strong-X
Liqcreate Strong-X ist eines der stärksten Materialien auf dem Markt. Seine Biegefestigkeit von 135 MPa ist vergleichbar mit den branchenführenden dualhärtenden Cyanatesterharzen. Liqcreate Strong-X ist einfach auf offenen SLA- und DLP-3D-Druckern im Bereich von 385 – 405 nm zu verwenden und erfordert nur eine UV-Nachhärtung. Dieses Material hat hervorragende Eigenschaften wie hohe Festigkeit, hohe Steifigkeit und hohe Temperaturbeständigkeit, was es ideal für Spritzguss- und Hochleistungsanwendungen macht.
Ihre Vorteile: |
3D-Drucker-Kompatibilität |
| · Hohe Festigkeit | · Epax3D-Reihe |
| · Hohe Temperaturbeständigkeit | · Formlabs Form2 |
| · Geringer Geruch | · Asiga & Anycubic Serie |
| · Geringe Schrumpfung | · Und viele mehr |


