In the field of resin 3D-printing there are two mainstream resin technologies. One based on acrylates and the other one based on epoxides. In large scale SLA 3D-printers like from UnionTech, 3DSystems, Raplas, RPS, EnvisionTEC and others, epoxy resins are the standard. These materials cure by a mechanism of ring-opening-polymerization which limits the shrinkage which is beneficial when printing extremely big parts. These printers are equipped with 355nm lasers to activate the epoxide part of the resin properly. For desktop and mid-sized printers, this technology is not feasible due to its required wavelength. Desktop and mid-sized printers are often equipped with 385 to 405nm LED’s and work perfectly with acrylate and methacrylate chemistry. The different polymerization chemistry brings some advantages and disadvantages. One of the challenges is the shrinkage of acrylate resins.
Shrinkage of acrylates and methacrylates occurs during polymerization and is caused by the replacement of long-distance connections via Van der Waals force by strong and short covalent bonds between the carbon atoms of different monomer units. The replacement of these long-distance connections with short distance connections, multiplied over millions of bonds are responsible for the overall shrinkage in the material when it changes from a liquid to a solid plastic. This shrinkage can causes serious problems including build-up of internal stress, which results in defects formation or dimensional changes, which can be responsible for decreased mechanical properties. It is therefore important to develop and use materials with low shrinkage and control the remaining shrinkage properly.
Low shrinkage resin technology
To overcome the potential issues with shrinkage during and after 3D-printing, Liqcreate focused since the start of the development on low shrinkage resin technologies. By selecting the right building blocks and fine-tuning the chemistry, most Liqcreate products have the unique low shrinkage feature combined with low odor and easy process ability.
Difficulty of shrinkage during printing and calculations
Shrinkage in resin is a complex process with many variables. Often linear shrinkage settings can be set in the 3D-printer to get accurate parts. For plenty of parts this works well, but for complex parts with a lot of thickness variations this can be tricky. The linear shrinkage and 3 dimensional shrinkage are not the same and 3 dimensional shrinkage is very difficult to measure and compensate for during printing. Therefor it is important to start with a low shrinkage resin in the first place, to save a lot of time and issues later on in the process.
Shrinkae compensation database for 3D-printing Liqcreate resin
Shrinkage compensation is available in most 3D-printer slicers and can be different for each resin/3D-printer combination. We have tested shrinkage compensation factors for a variety of printers and resins. In this articles you will find resin 3D-printing shrinkage compensation parameters for popular 3D-printer models.
How to reduce shrinkage
After choosing a high quality resin with low shrinkage, there are a few tricks that can help further reduce shrinkage if it is necessary for your project. There are two moments were a part can shrink, first is during printing and second during post-curing. Shrinkage during printing can be reduced by preventing your system/resin getting too warm, and by reducing exposing the resin with a less powerful light source for an extended time. In the post-curing process, shrinkage can be reduced by reducing the temperature during post-curing and reducing the post-curing time. It is always a balance between shrinkage and properties as often the best properties are achieved with extended post-curing times.
Testing and results from linear shrinkage test on Liqcreate resins.
A simple test file was chosen for testing linear shrinkage. A bar of 50 x 5 x 5 mm was placed on relatively thin supports to give it the chance to shrink. If placed directly on the build plate, results will likely be better as the part is stuck to the build plate and can’t shrink. This often results in residual stress in the material.
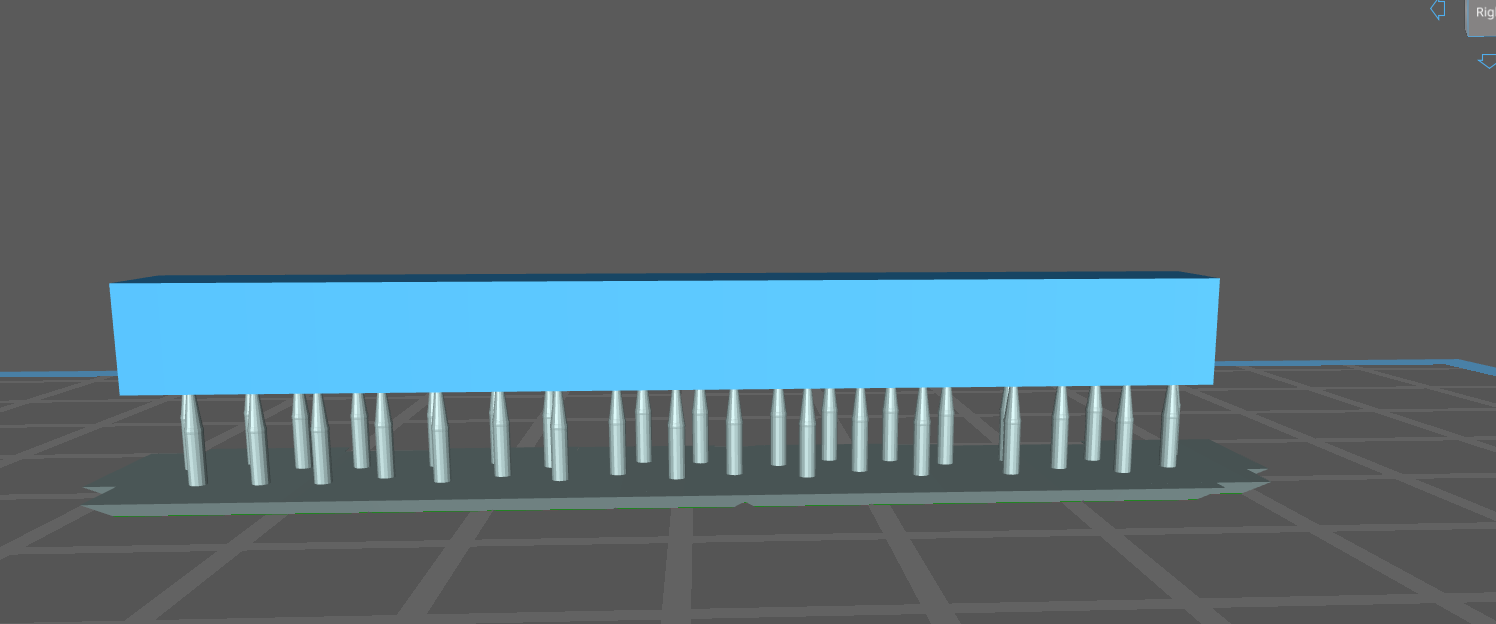
Figure 1: Test file for linear shrinkage (50 x 5 x 5 mm bar on supports).
Test were executed on an Asiga Max UV (385nm) with a pixel size of 65 micrometer. Due to a pixel size of 65 micrometer, a maximum deviation from the dimensions in these measurement was 0,065 / 50 * 100% = 0,13%. After printing, the parts were post-processed and post-cured with the recommended instructions.

Figure 2: Results of the linear shrinkage test on Liqcreate resins, 3D-printed on the Asiga Max UV 385nm.
Looking at the results, most resins show a linear shrinkage between 0,8 – 1,1%, which is considered very good. Strong-X is a bit higher, while the Dental Model Pro materials, Composite-X and Tough-X show extremely low linear shrinkage. If dimensional accuracy is crucial for your parts, then choose one of the three materials with extremely low shrinkage.
Next to selecting the right resin, it is important that your hardware is calibrated properly. The exposed pixels of the 3D-printer should match with the STL file. Often with new machines there are calibration parts to check and optimize if necessary.
Shrinkage in Wax Castable resin
Wax based resins, intended for jewelry, dental and industrial castings are notorious for their shrinkage. In the casting process, there is already some deviation when set to metal, so you don’t want an additional deviation and shrinkage from the resin itself. Liqcreate Wax Castable resin is tested and developed to be dimensionally stable and easy to cast. Instructions to get the best results can be found here. Next to the linear shrinkage test above, the ring size is monitored during printing, processing and the following 14 days lying a desk.
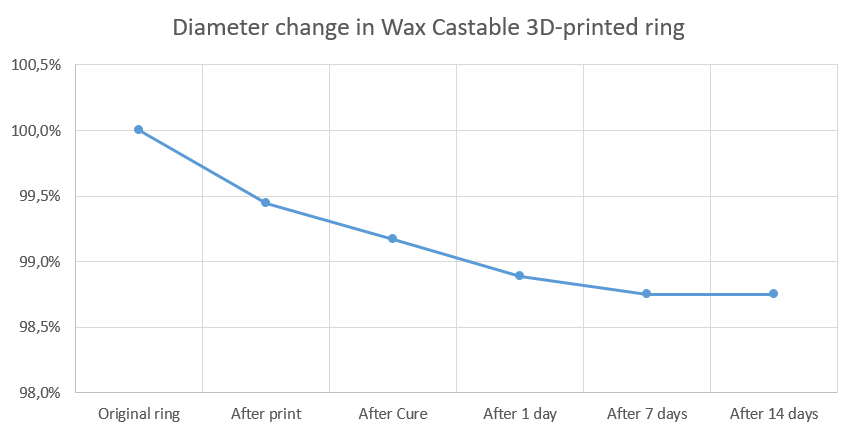
Figure 3: Results of inner ring diameter after printing, processing and the following 14 days.
The inner diameter of the original ring was 18,00 mm, already reduced by 0,8% after printing and post-curing. Finally the rings shrink to a stable plateau of around 1,25%. This compensation is advised in the 3D-printer to overcome too small ring sizes. If this compensation is not applied, a ring with 18,00 mm inner diameter can shrink to 17,775 mm in diameter.
Team Liqcreate wish you happy printing. If there are any questions or remarks, feel free to contact us at info@liqcreate.com any time.
Support
Do you need any help with 3D printing our SLA, DLP or LCD resins? We can help you! Just look for the question you have below. If you can’t find it, let us know by contacting us!


